
Information Document for Selecting Gloves for Protection Against Mechanical Hazards
Summary Statement
This document from IRSST provides excellent guidance on selecting protective gloves
against mechanical hazards for occupational use. The aim is to provide the information needed to help individuals and organizations identify gloves that will protect them from mechanical hazards. The document can be used in conjunction with the selection tool available on the IRSST web site at www.irsst.qc.ca/gloves.
June 2012
IRSST
Established in Québec since 1980, the Institut de recherche Robert-Sauvé en santé et en sécurité du travail (IRSST) is a scientific research organization known for the quality of its work and the expertise of its personnel.
OUR RESEARCH is working for you!
Mission
To contribute, through research, to the prevention of industrial accidents and occupational diseases as well as to the rehabilitation of affected workers.
To offer the laboratory services and expertise necessary for the activities of the public occupational health and safety prevention network.
To disseminate knowledge, and to act as scientific benchmark and expert.
Funded by the Commission de la santé et de la sécurité du travail, the IRSST has a board of directors made up of an equal number of employer and worker representatives.
To find out more
Visit our Web site for complete up-to-date information about the IRSST. All our publications can be downloaded at no charge.
www.irsst.qc.ca
To obtain the latest information on the research carried out or funded by the IRSST, subscribe to Prévention au travail, the free magazine published jointly by the IRSST and the CSST.
Subscription: 1-877-221-7046
Legal Deposit
Bibliothèque et Archives nationales du Québec
2012
ISBN: 978-2-89631-611-3 (PDF)
ISSN: 0820-8395
IRSST – Communications and Knowledge
Transfer Division
505 De Maisonneuve Blvd. West
Montréal, Québec
H3A 3C2
Phone: 514 288-1551
Fax: 514 288-7636
publications@irsst.qc.ca
www.irsst.qc.ca
© Institut de recherche Robert-Sauvé
en santé et en sécurité du travail,
June 2012
Protective Equipment
Studies and Research Projects: TECHNICAL GUIDE RG-738
Information Document for Selecting Gloves for Protection Against Mechanical Hazards
Patricia Dolez1,3, Katayoun Soulati1, Chantal Gauvin2, Jaime Lara3, Toan Vu-Khanh1
1Département de génie mécanique, École de technologie supérieure
2Mechanical and Physical Risk Prevention, IRSST
3IRSST
Disclaimer
The IRSST makes no guarantee regarding the accuracy, reliability or completeness of the information contained in this document. Under no circumstances shall the IRSST be held liable for any physical or psychological injury or material damage resulting from the use of this information.
Note that the content of the documents is protected by Canadian intellectual property legislation.
This study was financed by the IRSST. The conclusions and recommendations are those of the authors. This publication has been translated; only the original version (RG-649) is authoritative. The original French version of this document was published in April 2010.
IN CONFORMITY WITH THE IRSST’S POLICIES
The results of the research work published in this document have been peer-reviewed.
ACKNOWLEDGEMENTS
Vincent Graziani (student at the École de technologie supérieure), Adam Sofineti (IRSST) and Linda Savoie (IRSST), contributed to the present document.
TABLE OF CONTENTS
1. HANDS
2. LAWS AND REGULATIONS
3. CONTROLLING RISKS AND HAZARDS3.1 Risk assessment
3.2 Level of risk
3.3 Glove selection process4.1.1 Unsupported polymer gloves
4.1.2 Knitted gloves
4.1.3 Coated gloves
4.1.4 Sewn gloves4.2 Materials used in the manufacture of gloves
4.2.1 Fibres and textiles
4.2.2 Polymeric materials4.3.1 Textile techniques
4.3.2 The dipping process
4.3.3 Punching and welding
4.3.4 Moulding5. SELECTING PROTECTIVE GLOVES
5.1 Workplace risks and hazards
5.1.1 Mechanical hazards
5.1.2 Other risks5.2 Considerations of functionality and comfort
5.3 Other considerations
5.4 Risks associated with the use of protective gloves
5.5 Situation simulations5.5.1 The need for resistance to multiple mechanical hazards, and for high levels of dexterity and tactile sensitivity
5.5.2 Mechanical, chemical and heat hazards, and the need for dexterity
5.5.3 The simultaneous presence of multiple mechanical hazards and industrial product hazards
5.5.4 Risk of being caught near rotary machines combined with chemical hazards6. MEASUREMENT METHODS OF RESISTANCE TO MECHANICAL HAZARDS
6.1 Cut resistance
6.1.1 American standards
6.1.2 European standards
6.1.3 Method used in the selection tool6.2.1 American standards
6.2.2 European standards
6.2.3 Method used in the selection tool6.3 Tear resistance
6.3.1 European standards
6.3.2 Method used in the selection tool6.4.1 American standards
6.4.2 European standards6.5 Classification of performance levels
6.5.1 American standards
6.5.2 European standards
6.5.3 Classification used in the selection tool
6.5.4 Use of performance levels
REFERENCES AND ADDITIONAL SOURCES OF INFORMATION
INTRODUCTION
The present information document is designed for anyone who has to select protective gloves against mechanical hazards for occupational use. However, its recommendations are also valid for personal and recreational activities. Its objective is to provide the information needed to help individuals and organizations identify gloves that will protect them from mechanical hazards. The document can be used in conjunction with the selection tool available on the IRSST web site at www.irsst.qc.ca/gloves. When hands are exposed to hazards, they must be protected. To help prevent injuries, it is crucial to select the gloves that will provide appropriate protection against the potential hazards, and to use and clean them properly.
More specifically, this document provides general information on hands, laws and regulations dealing with hand protection, and on types of gloves, including the methods and materials used to manufacture them. It proposes steps for risk assessment and for the protective glove selection process that may be used in combination with the web tool for selecting gloves. It also provides a list of risks and other considerations relevant to the selection of protective gloves, including a few situation scenarios. Lastly, it describes standard methods to measure glove resistance to mechanical hazards, as well as the glove performance levels used in the Web glove-selection tool, and suggests some avenues that could be explored in determining the levels required for each type of task.
HANDS
The normal functioning of a hand is ensured by the combined interaction of its various parts, which together form a complex unit [Medical MultiMedia Group, 2003]. The main parts of a hand can be divided into five major categories, namely, bones and joints, ligaments and tendons, muscles, nerves and blood vessels and, of course, the layer of skin protecting the hand as a whole.
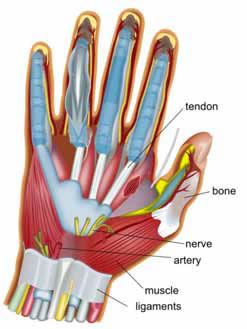
Anatomical representation of a hand (illustration adapted from Wikimedia Commons)
The hand and the wrist together contain 27 bones. The way these bones are aligned with one another is critical. Also, the extremities of the joints are covered with articular cartilage, whose function is to cushion impact and provide an extremely smooth surface facilitating the relative motion of the bones. Ligaments connect bones together, and align the relative motion of the bones while limiting their amplitude. Muscles control hand motion, especially that of the wrist and fingers. For example, they allow one to grab and hold an object. One function of the tendons is to enable fingers to bend and straighten out. Nerves transmit information between the hand and the brain. In one direction, signals from the brain activate muscles and consequently hand motion. In the other direction, nerves transmit information to the brain concerning sensations such as touch, pain, and temperature. Alongside the nerves, there are large vessels supplying the hand with blood. Hands are indispensable if an individual wishes to be autonomous. They are fragile and irreplaceable, and require care and protection.
2. LAWS AND REGULATIONS
In occupational settings, the use of personal protective equipment, such as protective gloves, is covered by provincial and federal laws and regulations.
Québec has the Act respecting occupational health and safety [Government of Québec, 2008a] and the Regulation respecting occupational health and safety [Government of Québec, 2008b], extracts of which are listed below. These require that employers provide their employees with the personal protective equipment needed whenever it is not feasible to set up the engineering or administrative means for risk control, or whenever these means are insufficient. It is the responsibility of the company’s health and safety committee (HSC) to “select the individual protective devices and equipment which, while complying with the regulations, are best adapted to the needs of the workers of the establishment” [Government of Quebec, 2008a]. A risk analysis must be carried out to determine if protective equipment is required, and which equipment is best suited to ensure a high level of employee safety. Employees must also receive information on the personal protective equipment provided, especially how, when and where to use it, and regarding its maintenance. For their part, employees must, whenever stipulated by law, wear the personal protective equipment provided.
In Quebec, one of the responsibilities of the Commission de la santé et de la sécurité du travail (CSST)1 is to implement the laws and to decree and implement occupational health and safety regulations and standards. Its mission includes support for the elimination at source of health risks; the safety and physical integrity of workers; and support and compensation with regard to work accidents and occupational diseases. It receives support for this task from 12 joint sectorbased associations2, which provide resource-persons in the area of occupational health and safety for employers and workers, especially for training, information, research, consultancy and technical assistance.
Extracts from the Act respecting occupational health and safety (L.R.Q., c.S-2.1) [Government of Québec, 2008a]
Article 49, paragraph 5
A worker must
- participate in the identification and elimination of risks of work accidents or occupational diseases at his
workplace;
Article 51, paragraph 11
Every employer must take the necessary measures to protect the health and ensure the safety and physical well being of his workers. He must, in particular,
- provide the worker, free of charge, with all the individual protective health and safety devices or equipment selected by the health and safety committee in accordance with paragraph 4 of section 78 or, as the case may be, the individual or common protective devices or equipment determined by regulation, and require that the worker use these devices and equipment in the course of work;
Article 78, paragraph 4
The functions of a health and safety committee are
- to select the individual protective devices and equipment which, while complying with the regulations, are best adapted to the needs of the workers of the establishment;
Extracts from the Regulation respecting occupational health and safety (L.R.Q., c. S-2.1, r.19.01) [Government of Québec, 2008b]
Article 338. Employer's obligations: The employer shall provide the worker free-of-charge with the individual or collective means and equipment provided under this section, […] and ensure that the worker, when performing his work, uses such means and equipment. The employer shall also ensure that the workers have received requisite information on the use of such protective means and equipment.
Article 339. Worker’s obligations: The worker shall wear or use, as the case may be, the individual or collective protective means and equipment provided in this section …
Article 345. Protectors for other parts of the body: The wearing of protective equipment suited to the type of work performed such as a hood, an apron, leggings, protective sleeves and gloves is mandatory for all workers exposed to burning objects or objects with sharp edges or dangerous projections, splashes of molten metals or in contact with dangerous or infectious substances.
3. CONTROLLING RISKS AND HAZARDS
Methods for controlling risks can be divided into three major categories: engineering controls, administrative controls and personal protective equipment [Molyneux, 1999]. Use of personal protective equipment should only be considered as a last resort, when other methods are not available or usable, or prove to be inadequate. The first category, the use of engineering controls, is the most effective. It involves replacing the source of the danger, such as a tool or a chemical, with a safer equivalent (substitution); reducing the hazard level by reducing the scale of the dangerous procedure, for example, by using a smaller quantity of the toxic substance (minimization); confining the source of the hazard by installing a physical barrier between it and the person potentially affected (isolation) and, lastly, introducing collective protective equipment, such as ventilation systems or guardrails. The second category involves introducing administrative measures for controlling risks. Administrative measures include, for example, planning, information and training; they could also include introducing new procedures, regulations and codes of good practice, and environmental monitoring and health surveillance. Lastly, and to complement, as needed, the first two methods for controlling risks, it may be necessary to use personal protective equipment, especially protective gloves.
The ability to identify and select the required personal protective equipment should arise from the use of a rigorous process. The latter includes an analysis of the risks at hand, as well as an evaluation of the degree of each risk and synergistic effects when there are several risks present at the same time. It also involves identifying the most appropriate means of protection, based on the hazards and the characteristics of the task, and the work environment.
3.1 Risk assessment
Risk assessment is designed to identify the sources of potential danger and the probability of exposure to these sources of danger [Mansdorf, 2005]. This analysis forms part of an indispensable approach for introducing resources for controlling risks, including personal protective equipment such as protective gloves.
Risk may be defined as the level of danger multiplied by the probability of exposure. For example, a very dangerous tool may be present in a work unit but if it is completely controlled by a computer and no human intervention is required, even for its maintenance, the probability of exposure is negligible, thus lowering the risk. By contrast, the use of a small cutting tool, in itself a limited source of danger, may present a high level of risk if the task requires constant and unsafe handling.
Risk = Level of danger X Probability of exposure
Risk analysis must take into account the characteristics of the task to be performed. This includes the identification of the risks and their potential effects on the health and safety of the workers, as well as the requirements of this task and the potential impact of protective equipment, such as protective gloves, on the execution of the task itself. For the risk analysis to be as precise as possible, it is important to get the workers involved in this exercise. Their involvement may also lead to greater acceptance of the protective gloves selected.
It is important to avoid either underestimating or overestimating the level of protection required. For example, wearing protective gloves while performing a task may be uncomfortable, impair manual performance or require greater effort. Accordingly, it is essential to minimize this factor, yet provide the required protection. In general, one needs to recognize that choosing a protective glove is a difficult compromise between protection from hazards and ergonomic and environmental considerations affecting functionality and comfort (including dexterity and tactile sensitivity).
A six-step risk analysis procedure has been proposed [HSE, 2006; Limoges, 2007]:
- Identifying the hazards;
- Identifying the individuals at risk;
- Evaluating and giving priority to the various risks;
- Identifying appropriate measures for eliminating or controlling the risks (engineering controls, administrative controls and personal protective equipment);
- Implementing protective measures;
- Regular evaluation and, if necessary, revision of the analysis.
3.2 Level of risk
An important aspect to consider during the selection of protective gloves relates to the level of risk, which assesses the hazards associated with an industrial process or a work tool [Mansdorf, 2005]. Indeed, the level and type of protection required will differ, depending on whether the level of risk is low or high.
It is possible to characterize levels of risk by type of injury and potential health effects. For example, in the case of cuts, one could imagine the following three levels of risk [Limoges, 2007]:
- Low: the cut is superficial and requires only an adhesive bandage. There is no expectation of permanent damage.
- Medium: the cut is deeper and requires stitches. However, no loss of function is expected, even though a small scar might remain.
- High: the cut has damaged tendons, muscles, nerves or blood vessels, and requires surgery to more or less restore functionality. However, there may be permanent damage.

To determine the potential effects of the hazards, and thus the associated level of risk, it is also essential to consider all potential health effects and not only the immediate physical harm done. For example, there could also be psychological effects following an accident.
3.3 Glove selection process
When a need for protective gloves has been identified, the level of protection required may then be established according to the risk level and the probability of exposure for all risks combined. It is then possible to look for commercially available products providing the desired protection. Except in special cases, however, Québec, Canadian and North American regulations do not require that the level of protection be marked on gloves. The catalogues and web sites of some manufacturers indicate the levels of protection for their products. That said, to be able to compare models, it is important to ensure that the manufacturers use the same methods of measurement and the same criteria defining the levels of protection.
In addition, especially in the case of multiple risks, that is, when several different types of risks are present simultaneously, a single product providing protection against all hazards may not exist. One solution employed in such cases consists in wearing two gloves, one on top of the other. For example, one glove might be cut resistant and the other puncture resistant. On the other hand, the ability to perform tasks could be considerably reduced, especially if the two gloves are not designed to be compatible.
Other parameters may affect the selection of protective gloves, such as cost, comfort and the capacity to perform a particular task. In such cases, it may be possible to obtain certain information from the manufacturers or distributers. Nonetheless, it is still preferable to try out the glove to ensure that it is suitable (a) for the worker, (b) for the task to be performed and (c) for working conditions. In particular, one should ensure that this evaluation takes into account every situation in which the protective gloves will be used. For example, significant differences could arise in different seasons. A glove might become too stiff when exposed to the cold, or provide an inadequate level of breathability in hot summer weather.
The principal steps in the glove selection process are listed below [adapted from Foubert, 2009 and NIGDA, 1997]:
- Analyzing the risks and assessing those that cannot be avoided through other approaches.
- Defining the required characteristics of the gloves by taking into account identified risks, including those occurring by wearing the gloves, and the requirements relating to the performance of the task and the work environment.
- Evaluating and comparing the characteristics of commercially available gloves.
- Choosing the gloves.
- Initiating the users to wearing the gloves and training.
- Inspection and care.
- Periodic review of the choice of gloves to verify that they meet requirements and that the level of risk has not changed.
4. TYPES OF GLOVES
Different types of gloves are available to meet the particular requirements of the tasks to be performed. A number of manufacturing methods are available. The glove structure and the materials used have a major influence on the final characteristics obtained.
4.1 Glove Classification
Protective gloves can be classified according to different criteria, for example their use, their manufacturing method, the type of protection they provide, the materials used to make them, their thickness and their durability. [Mellstrom & Boman, 2005]. From the standpoint of their structure, protective gloves can be divided into four categories: unsupported polymer gloves, knitted gloves, supported gloves and sewn gloves.
4.1.1 Unsupported polymer gloves
Unsupported polymer gloves can be manufactured through dipping, punching/welding or moulding. The special advantage of this type of glove resides in the fact that it combines protection against chemical and biological hazards with the beneficial properties of flexibility, dexterity and tactile sensitivity. Moreover, the materials most often used in unsupported gloves belong to the rubber family, which provides great elasticity.

Unsupported polymer gloves
To improve glove performance, including mechanical or chemical performance, it is sometimes possible to combine several polymers. This operation may be achieved either directly, by combining them in the initial polymer suspension used in the glove-dipping process, or by applying several different layers of polymeric materials at successive stages in the manufacturing process, through dipping or lamination. Thus, one can obtain a wide range of properties, and thereby benefit from the advantages of each component in the mixture or assemblage.
It should be noted that non-polymer materials could also be added to the formulation employed in manufacturing the gloves. These additives sometimes include solid filler reinforcement, such as carbon black. The list of potential additives also includes plasticizers, stabilizers, and antioxidants. There are numerous reasons for adding these products. For example, one might wish to modify a glove’s elasticity characteristics with plasticizers, its resistance to toxic gases through the addition of nanoparticles, its colour through the addition of pigment, etc.
4.1.2 Knitted gloves
In general, knitted gloves provide a high degree of breathability and some offer a good flexibility due to the way the threads slip over each other in the knitted loop. In addition, the seamless construction reduces irritation due to friction. However, these gloves provide no resistance to chemical and biological products, or to punctures. On the other hand, high performance fibres allow certain knitted gloves to protect hands from sharp-edge cuts.
A wide range of fibres can be used either individually or in combination with each other to manufacture knitted gloves. This facilitates an increase in the spectrum of characteristics available. The use of stretch fibres improves the elasticity already present in the knitted structure and provides a better fit between the glove and the hand.

Knitted glove
Knitted gloves can be used as an inner liner, forming part of a multilayer construction. This can prevent direct contact between the skin and a polymer glove − thereby limiting the risk of allergic reaction to natural rubber (latex) and/or additives used in the manufacture of the gloves − and improves comfort. Knitted gloves can also serve as a lining in the manufacture of coated gloves.
4.1.3 Coated gloves
During the dipping process (see section 4.3.2), a textile glove (generally of the knitted type) that has been placed on a hand-shaped former is soaked in a polymer suspension. A thin layer of polymer is then deposited on the textile glove backing, which is thereby partially penetrated. This process can be repeated several times, with either the same polymer or different polymers, resulting in a construction of superimposed layers of different thicknesses. In addition, the dipping process provides to some knitted gloves with a resistance to chemical and biological hazards, as well as to puncture (including needle puncture), while preserving some of the glove’s flexibility.

Coated Gloves
To improve their flexibility and preserve a degree of breathability, gloves are sometimes partially coated, with the polymer layer covering only the palm and the fingers. The non-coated, textile section on the back of the glove facilitates an air exchange with the ambient air. On the other hand, the additional mechanical protection is only available at the locations covered with polymer, and chemical protection is no longer provided.
4.1.4 Sewn gloves
To obtain a more complex construction, for example using different materials in different places, or with woven on non-woven materials (such as leather), it may be necessary to sew gloves. This method allows a much greater versatility, especially when it comes to taking advantage of materials that in different contexts would be incompatible. On the other hand, the presence of seams may reduce the glove’s flexibility, or even cause irritation due to rubbing. In certain cases, they may constitute the weak spot in the glove and wear out more quickly. They may also provide a point of entry for penetration by liquids.

Sewn gloves
As with knitted fabrics, sewn gloves can later be coated with a polymer. This makes the seams waterproof, thereby providing a protection against liquid infiltration.
4.2 Materials used in the manufacture of gloves
The materials used for manufacturing protective gloves can be divided into two categories: fibres and textiles are utilized in knitting, weaving and sewing, whereas polymer materials are employed in dipping, moulding and punching/welding, and may be applied to textile glove backings through dipping, impregnation or lamination [Duncan, 1994]. The fibres, textiles and polymer materials used to produce the gloves are mainly synthetic based, but may also include natural materials.
4.2.1 Fibres and textiles
A series of natural or synthetic fibres are used to manufacture gloves. The choice depends on the ultimate properties desired. Some recently developed fibres meet specific protection needs. Examples include Spectra® and Dyneema®, which are highly cut resistant. Materials such as SuperFabric® and TurtleSkin® are also derived from recent research.
The table below provides a list of the principal fibres and some of the most used textiles to manufacture protective gloves against mechanical hazards. It also lists some advantages and disadvantages of each material.
| Name | Description | Advantages | Disadvantages |
|---|---|---|---|
| Cotton | Natural fibre | Low price; comfortable | Low mechanical resistance |
| Nylon | Synthetic fibre (polyamide) | High resistance to abrasion and fatigue | Low resistance to heat |
| Polyester | Synthetic fibre (ester functional group) | Good resistance to abrasion; chemical resistance | Low resistance to heat |
| Spandex / Elastane fibre | Synthetic fibre (polyurethane) | High degree of elasticity and comfort; resistant to abrasion | |
| Steel | Metal yarn | Excellent cut resistance | High weight; poor flexibility; heat and electricity conductor |
| Kevlar® | Synthetic fibre (polyaramide) | Good mechanical and cut resistance; light weight | Low resistance to UV rays and moisture |
| Spectra®, Dyneema® | Synthetic fibre (high molecular weight polyethylene) | Good mechanical resistance; high cut resistance; good resistance to chemicals and UV rays | Low resistance to heat |
| Natural leather | Tanned animal pelt | Good resistance to tension, puncture and abrasion; flexible; soft; breathable | Sponge effect; change in mechanical properties with water; inconsistent quality |
| Traditional synthetic leather | PVC film and/or polyurethane film | Low price; insensitive to water | Does not breathe; less flexible than natural leather; low resistance to wear and ageing (UV) |
| Amara®, Clarino®, Amaretta® | Synthetic leather based on non-woven fibres and microcellular polyurethane | Breathable; durable, abrasion resistant, insensitive to water; flexible | |
| SuperFabric® | Small hard plates embedded into a base fabric | High cut, puncture and abrasion resistance; resistant to needle puncture (when in multilayers) | Low stretching; average flexibility; high price |
| TurtleSkin® | Tightly woven polyaramide fibres | High cut and puncture resistance; resistant to needle puncture | Low stretching; average flexibility; high price |
4.2.2 Polymeric materials
Several polymeric materials are used in their raw form to produce protective gloves (alone or with a textile glove backing). Of these, different types of rubbers are frequently used because they allow a high degree of dexterity. The table below gives a list of the principal polymeric materials used to make gloves, and some of their principal advantages and disadvantages. It should be noted that in general polymeric materials are not breathable.
| Nom | Description | Advantages | Disadvantages |
|---|---|---|---|
| Natural rubber | Natural (latex) or synthetic rubber (polyisoprene) | Low price; very high elasticity; flexibility; durability, comfort and fit; good grip; cut and puncture resistant | Possibility of allergic reaction; low resistance to flames; low resistance to hydrocarbons and organic solvents |
| Neoprene rubber | Synthetic rubber (polychloroprene) | Good cut and abrasion resistance ; high resistance to heat and flames; durability | Moderate resistance to chemicals (oils, petroleum) |
| Nitrile rubber | Synthetic rubber (acrylonitrile polybutadiene) | High elasticity; cut, puncture and tear resistant; high resistance to oils, fuels and some organic solvents | Low resistance to flames; reduced grip when wet |
| Butyl rubber | Synthetic elastomer [poly(isopreneco- isobutylene)] | High resistance to oxidation and corrosive chemicals (oils and solvents); low gas permeability; good resistance to heat; good flexibility; resistant to tension and tearing | Difficult to vulcanize (toxic process); low resistance to hydrocarbons |
| Polyurethane | Thermoplastic or thermosetting synthetic polymer | Resistant to tension, puncture, abrasion and tearing; good resistance to oil, some organic solvents and oxidation | Low resistance to heat |
| Polyethylene | Thermoplastic synthetic polymer | Low price; transparent; resistant to chemicals and ageing (inert); resistant to cold and abrasion | Sensitive to heat; no elasticity |
| PVC | Thermoplastic synthetic polymer [poly(vinyl chloride)] | Excellent resistance to abrasion; good resistance to aqueous solutions (acids, bases); good grip | Sensitive to UV rays, low temperatures and organic solvents |
4.3 Manufacturing methods
Depending on the materials used, the types of construction selected and the final properties sought, certain methods may play a role at different stages in the production of protective gloves [Mellstrom & Boman, 2005]. This section describes the main textile manufacturing techniques, the dipping process, the punching/welding process and the moulding process.
4.3.1 Textile techniques
The various natural and synthetic fibres that make up the gloves may be structured in different ways: they can mainly be woven, knitted or assembled in a non-woven form. In some cases, the various parts of the glove can be sewn together.
In the weaving process, parallel weft yarns interlace with one or several warp yarns running perpendicular to the weft axis. Depending on the weaving parameters, very different properties may be obtained with the same type of fibre, especially with regard to the mechanical behaviour of the fabric. The weaving parameters here might include the yarn density (number of yarns per unit of length in the weft), the linear density of the yarn (weight per unit of length of yarn expressed as tex [g/km]) and the architecture (the way the warp threads interlace with the weft threads). For example, a new material, TurtleSkin®, has good puncture resistance due to very tight weaving, amongst other factors. Also, several different kinds of fibres can be combined in the weaving process, either by creating yarn blends or by juxtaposing different types of yarns in the warp and weft. The material obtained through this weaving process is a thin, flat film that must be cut and then sewn together to manufacture the gloves. It can also be coated by a polymer, before or after being sewn together.
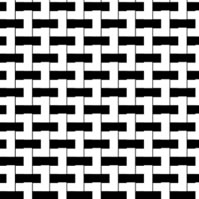
A type of woven structure
Knitting allows to directly obtain three-dimensional geometric forms of greater or lesser complexity. A single yarn, which may be a mixture of several different types of fibres, is formed into interwoven loops. This imparts the manufactured material with good tensile strength combined with high shear flexibility, since the loops are able to slide over one another. Stretchability, which derives from the knit structure, especially the jersey stitch, can be further improved by using stretchable fibres such as spandex. In certain cases, the entire glove is knitted. For other gloves, a knitted band is added to the cuff to ensure that the glove holds to the hand. A knitted glove may be used alone, as a backing for coated gloves or as a liner for multilayered gloves.
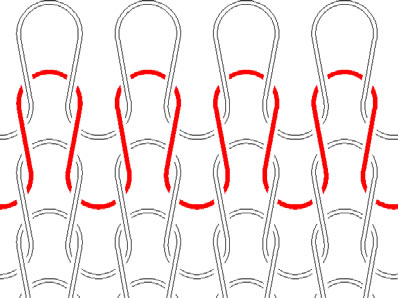
A type of knit structure (reproduced from Wikimedia Commons)
Fibres can also be produced in a non-woven form, that is, they have a random orientation. They are interlinked at their contact points by various chemical and/or heating processes. This type of flexible and aerated structure endows the materials with thermal insulation properties.

Type of non-woven structure (reproduced from Wikimedia Commons)
The various parts of the glove can be assembled by sewing them together. Here, two threads are arranged in parallel on each side of the assembly and are interlaced at regular intervals as they cross through the materials. This brings a great diversity in structure and shape. For example, a local strengthening of the zones that are sensitive to wear by abrasion can be created. However, the increased thickness at the seams may cause discomfort, in particular due to rubbing and compression. It should also be noted that the seams themselves might be more sensitive to wear because of the holes caused by the stitches in the glove material as well as due to significant pulling stresses applied on the stitching threads.
4.3.2 The dipping process
Most unsupported and coated polymer gloves are produced through a dipping process. This involves gently immersing porcelain or steel formers, with or without a lining, in a suspension containing the polymer. The dipping operation can be repeated several times until the desired glove thickness is obtained. The thickness of the polymer coat deposited during each dipping depends on many parameters, including composition, dipping time and viscosity of the suspension.
The dipping process may be divided into four stages. First, a suspension is prepared by combining various ingredients, particularly the polymer, the solvent (water and/or organic solvent) and the various additives including a coagulant, a suspension stabilizer and a vulcanizing agent that facilitates the crosslinking of the three-dimensional polymeric chains. This mixture is placed in a temperature-controlled tank and subjected to continuous agitation to keep the suspension homogeneous. Second, during the actual dipping operation the formers are gently lowered into the tank, and then slowly raised. It is also possible to precede this dipping in the polymer suspension by a dipping in a coagulant solution containing a lubricating agent, thereby facilitating the removal of the product from the former. An alternative technique is to gently warm up the formers, since this increases the thickness of the polymer deposited during each dipping. Each layer of polymer is dried after each dipping operation.
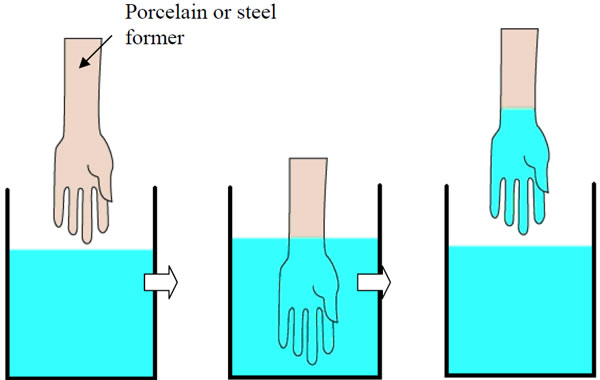
Dipping process
The third stage involves the extraction of water-soluble matter. This can be carried out either before or after vulcanization. It can also include treatments designed to modify the friction coefficient of the internal surface of the gloves — to facilitate their donning. Chlorination, which consists in dipping the glove in a chlorinated aqueous solution or in shaking the glove in a chlorinated atmosphere, reduces the adhesive capacity of the surface of rubber gloves, which may be necessary for some applications. It is also possible to apply different types of powders (e.g. talc), oil or a less adhesive layer of polymer to the interior of the gloves to facilitate their donning. Regarding the friction coefficient of the external surface, an irregular or a patterned finish can be produced with roughened formers. At last, solid particles can be included in the composition of the dipping suspension.
The last stage includes the final drying and vulcanization, which are carried out in hot-air ovens. By the end of this stage, the polymer in the glove has been completely cross-linked and the solvents and/or the water in the suspension have evaporated. This stage can also include the application of powder or cotton-flocking for unsupported gloves. At last, the glove is stripped from the former.
4.3.3 Punching and welding
An alternative technique is to make gloves from two plastic polymer sheets, either single layered or laminates, punched out and welded simultaneously. However, this technique does not produce as good a fit to the hand as does the dipping technique. Moreover, the welded seams remain the weak part of the system, with regard both to mechanical resistance and to protection against chemicals.
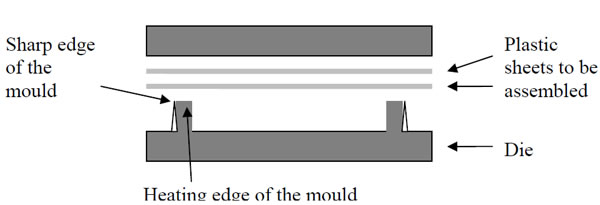
Principle of punching /welding
4.3.4 Moulding
A last technique for polymer glove manufacturing is based on moulding. Rubber gloves can also be produced through either injection or compression moulding process. Blow-moulding is sometimes used to make very thin surgical gloves. The moulding technique reduces production costs, but it is only appropriate for very simple configurations, and primarily when only a single material is used.
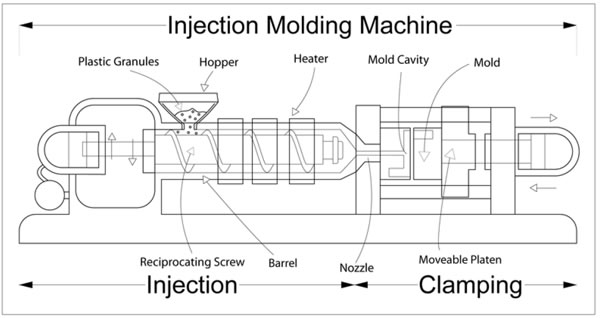
Injection moulding machine (reproduced from Wikipedia)
4.4 Use and maintenance
Some types of disposable gloves are intended for single use; they must neither be washed nor reused, since they quickly lose their protective properties. The safety of the hands may be compromised in attempting to extend the life of these gloves.
Other gloves can be kept for a longer period, which will vary according to the intensity and frequency of use, and the durability of the materials. One should look for every sign of a glove’s loss of integrity (cuts, needle punctures, tears…), excessive wear (busted seams, loss of flexibility, loss of thickness due to abrasion…) or contamination (chemicals, oils, grease…). Damage of these types may result in reduced protection for the hands. Gloves which are not clearly identified by the manufacturer as washable must be discarded following a period of reasonable usage, or at the very first signs of significant wear or contamination.
Some glove models can be cleaned a limited number of times when the manufacturer indicates that this is permissible. Repetitive washing and drying may gradually wear off the materials in the glove and modify the level of protection provided. To limit this wear, cleaning treatments must follow the manufacturer’s instructions, especially concerning the type of detergent to be used, the strength of the mechanical stirrer, and the temperature and duration of the wash. Also, it is possible that the glove shrinks after it has been washed; it must not be re-used if the size no longer fits the hand. The glove must be replaced after the maximum permissible number of cleanings specified, or if signs of loss of integrity or excessive wear appear. It may eventually have to be disposed of if the contamination cannot be eliminated through cleaning.
To extend their life, gloves must be handled with care. In particular, they must be stored far from heat sources and flames, and protected from humidity and light. The materials of which they are composed may be sensitive to these various ageing agents and more rapidly lose their protective properties if left in hostile environments.
During the gloves donning or doffing, care must be taken to avoid damaging them. For example, it is important, in the case of multilayer gloves, not to separate the layers from one another. In addition, during doffing, one should not tug excessively the glove material, such as the fingers, to avoid tearing or permanently stretching the material. Wearing some kinds of hand jewellery should be avoided as it is a potential source of damage to the gloves (pulled stitches, tears…).
5. SELECTING PROTECTIVE GLOVES
Selecting protective gloves is a difficult compromise between the protection needed against various mechanical or other hazards and a set of considerations relative to issues of functionality and comfort [House, 2007]. In fact, it is impossible to find a glove that provides maximum protection against all the hazards faced, while having no effect at all on the task capability and sensations of the person wearing it.
Also, the requirements for protection, as well as for functionality and comfort depend essentially on the task or set of tasks to be performed, the work environment and the person to be protected. Thus, it is unrealistic to think one can find a glove that is suitable in every situation. For example, it might be necessary to use different glove models depending on the season or to perform tasks with different risks and requirements.
Lastly, in selecting protective gloves, it is important to take into account the additional risks that may be caused by the very wearing of this gear. Depending on the situation, these additional risks could jeopardize any benefit provided by the protective gloves. Some of the risks or limitations created by wearing the gloves cannot be avoided, so they must be taken into account when evaluating the conditions in which the task is performed.
5.1 Workplace risks and hazards
The following two sections provide a non-exhaustive list of the mechanical and other risks and hazards relevant to the selection of protective gloves [Bernard, 2006]. It is possible that certain hazards encountered in a particular workplace will not be mentioned. Risk analysis carried out at the beginning of the glove-selection process (see section 3.1) should facilitate an evaluation of all of the risks at hand, whether they are linked to the execution of the task or to the particular work environment.
5.1.1 Mechanical hazards
The principal mechanical risks include cuts, punctures, medical needle punctures and abrasions. Tearing per se is not associated with a specific risk, but provides information on the mechanical resistance of the glove [AFNOR, 2004]. All risks currently come under international, American and/or European standards.
One should be aware that the properties of gloves enabling them to resist mechanical hazards usually deteriorate as the gloves wear out. Thus, after a period of time, the level of protection provided can be very different from the levels specified by the manufacturers for new gloves and may no longer correspond to the risk protection required during the performance of the tasks.
In addition, some work environments, such as those containing industrial products (e.g., oils and grease) or water, but also those at low or high temperatures, can significantly modify the mechanical properties of the glove materials. Accordingly, during the protective glove selection process it is necessary to take into account all of the conditions to which the gloves will be subjected.
Cut: The risk of cuts by sharp objects, such as blades (knives), glass or metal, is present in many work environments, including metal machining, food preparation and glass working. Fibres providing good resistance to cuts are, for example, Kevlar®, Spectra® and Dyneema®. Thin steel wires or glass fibres can be integrated into the knit glove to increase its resistance to cuts. Some gloves are made from metal loops or plaques. Recently, materials such as SuperFabric® and TurtleSkin® have been developed to provide better resistance to cuts and other hazards. It is important to remember that no glove is cut-proof.
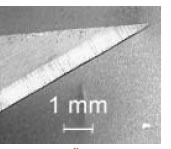
Blade

Broken glass
Puncture: Workplaces contain various sources of risk for puncture: nails, wood or metal splinters, plant thorns, as well as numerous tools. Examples of work environments where these risks are present include metal machining, horticulture and mechanics. The resistance of gloves that must be worn to protect hands from the risk of puncture is linked primarily to the type and thickness of the materials making up the glove. Gloves coated with nitrile or polyurethane may provide a certain level of protection against puncture. Also, recently developed materials known as SuperFabric® and TurtleSkin® provide good resistance to puncture. That said, no glove is puncture-proof.

Sewing needle

Nails
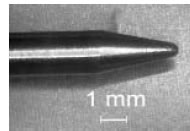
ASTM puncture probe
Medical needle puncture: Originally, this risk was primarily associated with medical environments. However, it gradually grew in importance in sectors such as law enforcement (police), correctional services and maintenance (parks, streets….). Medical needle puncture is associated with the risk of contracting blood-borne diseases, such as HIV, hepatitis B and hepatitis C. Note that gloves providing good resistance to puncture may prove ineffective against medical needles, which have a sharp edge. A standard method for measuring the resistance of gloves to needle puncture has recently been developed. Thus, very few gloves available on the market have been tested for this type of hazard yet. Recently developed materials, such as SuperFabric® and TurtleSkin®, may provide a certain level of protection against needle puncture. It is, however, important to mention that no glove is needle-puncture-proof.
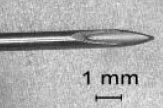
Medical needle
Tear: Tear resistance provides us with information on the mechanical resistance of a glove, but does not indicate the protection provided against any specific risk [AFNOR, 2004]. Tearing is associated with the initiation and propagation of a crack in a material under very high stress. The tear often originates where there is a defect or a snag in the material, or where a large deformation is applied. Generally, in all work environments, situations arise in which a glove may tear. Gloves providing good tear resistance are often made up of highly tensile resistant fibres, coated with an elastomer such as nitrile or polyurethane. However, some tasks for which there is a risk of being caught in a moving machine require gloves with low tear resistance; indeed, it is important for the glove to tear if it is caught, for example, between two rotating rollers, to avoid dragging the hand along with it. No glove is tear-proof.

Propagation of a tear
Abrasion: Abrasion is characterized by the gradual removal of surface matter owing to repetitive mechanical action such as rubbing, scratching or scraping. It results in a decrease in the material thickness, which, among other things, reduces its mechanical resistance and protective properties. Abrasion is usually one of the natural results of wear. It may occur locally, and it can also arise quickly if there is accidental contact, such as contact with a moving abrasive object. Certain polymer materials have good resistance to abrasion, mainly PVC, but also polyurethane and neoprene. No glove is completely resistant to abrasion.

Textile that is threadbare due to abrasion
5.1.2 Other risks
Mechanical risks in work environments are generally present simultaneously with other types of risks. Thus, risk analysis must identify, as precisely and completely as possible, all the risks present. While the focus of interest of the present document is mechanical risks, this section provides a basic summary of some other types of risks. Indeed, these must be considered in the glove selection process, not only for their individual effects, but also for their possible influence on the resistance of gloves to mechanical hazards. If non-mechanical risks are present, one should refer to specialized documentation.
Chemical risks: Protection against chemical risks is a complex science. Various tools are available to help in the selection of protective gloves and must be consulted if there is a risk of contact with chemicals. In general, two important aspects must be considered if there is a risk that chemicals are present, whether they are liquids, gases or fine particles. First, the hand must be protected against the chemical itself: in other words, over a given period, the glove must form an impermeable barrier to any penetration by the chemical. The effectiveness of the protection from the chemical is compromised if the physical integrity of this barrier is breached, in particular following interaction with a mechanical agent which may result, for example, in a cut or a puncture. In addition, the chemical may affect the surface properties and/or the volume of the glove material and, consequently, the protection provided by the glove. The effects may be either temporary (swelling, lubrication) or permanent (degradation). For example, some polymeric materials that are exposed to solvents may lose their mechanical resistance, especially to cuts and punctures. In addition, once the solvent has evaporated, the rubbers may become stiffer. Note also that materials react differently to different chemicals, as well as to chemical mixtures.
Thermal risks and fire: Thermal risks involve both heat and cold. One finds these risks in environments such as food preparation industries, mechanical workshops and transformation industries (ores, metals, glass…). Heat transfer can be accomplished through conduction (direct contact with a hot or cold surface), convection (airflow or liquid flux) or radiation (flame, sun). Two points need to be considered regarding thermal risks and fire. First, the hand has to be protected from the hazard itself, that is, isolated from it. Air is a very good thermal insulator and gloves providing protection against thermal risks are generally made out of materials that trap air. However, the gloves effectiveness is reduced if they are compressed. Aluminized materials reduce radiated heat. If there is a fire hazard, the materials used must be fireproofed so that they do not ignite. In addition, cold, heat and fire can affect the properties of materials, in particular their mechanical properties. For example, polymeric materials can soften or harden at high temperature. At low temperature, they tend to harden and crack. Furthermore, all materials age more rapidly when they are exposed to heat, which gives rise to a gradual loss of their protective properties. The minimum and maximum temperatures at which gloves can be used should be specified by the glove manufacturer. When there is a fire hazard, only gloves specifically designated as fireproof should be used.
Biological risks: There are various sources of biological contamination such as contact with body fluids, either human or animal, refuse and unsanitary environments. Manufacturers and prevention associations recommend a variety of materials, based on the requirements of the situation, to provide protection against pathogens and their carrier fluids. The effectiveness of a given barrier against a biological risk will be compromised if there has been a breach in the physical integrity of the glove, for example as the result of a tear, a cut or an excessive wear through abrasion.
Electrical and electrostatic risks: Some professional activities are linked to high risks for electrical shocks. This is a concern not only to electricians but also to anyone who handles electrical devices such as individuals working in mechanical workshops. There are standards and regulations that apply to electrical hazards, and these should be consulted. Rubber provides good electrical insulation when it is appropriately treated. In addition, water is a very good electrical conductor: wet gloves lose all their protective properties against electrical hazards. Antistatic gloves may be necessary in specific situations, to avoid any build-up of electrostatic charge and the risks associated with an electrostatic discharge. In addition to the risk to worker health, electrostatic discharge can be harmful to some processes involved in the manufacturing and the use of integrated circuits associated to semiconductor technology.
Vibration: Vibration can have adverse effects on health, especially when a person is subjected to it repeatedly. In the hands, Raynaud's disease, or white finger disease, is caused by a degradation of the circulating blood and, among other manifestations, is revealed by a loss of sensation and strength in the fingers. Vibration in the hands can also cause fatigue. Products are available, in the form of anti-vibratile gel inserts or anti-vibratile gloves, to limit the transmission of vibrations, via the hands, to the body. Pneumatic tools used in garages, construction sites and mines can be the source of excessive vibration in the hands.
Radiation: Ionizing radiation such as alpha, beta, gamma and X- rays, which appear in certain processes, can damage the cells of living tissues. Protective techniques are based on a shield effect, using lead, for example. It may also be necessary to protect oneself against non-ionizing radiation, such as UV or infrared rays, and microwaves. In these cases, a shielding or grounding system must be used, according to the circumstances.
5.2 Considerations of functionality and comfort
When selecting gloves, it is important to take into account certain parameters defining the way they interfere with task execution [Atkinson, 2008]. Indeed, a glove that provides a high level of protection is less likely to be worn if it is uncomfortable or greatly reduces dexterity.
Size: It is important that the selected gloves fit the hand size of the individual wearing them. Loose-fitting gloves reduce dexterity, while too close-fitting gloves may obstruct blood flow. Using a tape measure, the size is obtained by measuring the length and circumference of the hand. Tables are available from manufacturers to help select the right size. It is preferable for right-handed persons to base their selection on the size of their right hand and for left-handed persons to base their selection on the size of their left hand.
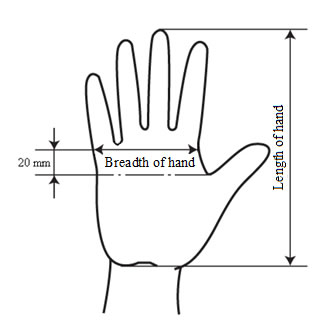
Hand measurements
Shape: The shape of a hand corresponds to the dimensions and relative positions of its different parts. Different hands can have the same total length, yet their fingers can be shorter or longer. Certain glove models come in a variety of patterns, thereby facilitating a better fit of the glove to the individual shape of the hand. This affects the comfort and dexterity of the glove.
Dexterity: Dexterity is related to the skill, motion speed and control of the fingers and hands while handling objects. Hand dexterity is affected by several glove characteristics, especially the way a glove fits the hand, its flexibility and its grip adhesion. It may be difficult to find a glove that provides a good protection while allowing a good dexterity. Certain situations may require a compromise, particularly tasks requiring great dexterity, such as electronic circuit assembly or surgical procedures.

Dexterity test
Flexibility: Flexibility refers to the capacity of a material to be deformed. When a hand moves, strains on the glove can be either unidirectional or biaxial. The flexibility of a glove significantly affects the user’s ability to perform tasks, especially tasks requiring dexterity. Flexing the hand or bending fingers may result in fatigue if the glove is not flexible enough. Essentially, a glove’s flexibility depends on its construction, the type of materials used in its manufacture and its thickness.

Unidirectional strain

Biaxial strain
Grip: The grip adhesion of a glove describes its resistance to sliding on a given surface; this property is important if one wishes to hold something securely. If a glove has insufficient grip, it may be necessary to exert additional strength when performing certain activities, such as holding an object, and this may result in excessive fatigue. Difficulties may also arise if the glove is too adhesive − for example, if the object handled remains stuck to the surface of the glove, or in cases where there is a risk of being caught. The grip adhesion of a glove depends on the material making up its external surface as well as its roughness. It can be greatly modified if the glove or the handled object is contaminated by substances such as oil or grease, or if its surface is covered with dust.
Tactile sensitivity: Tactile sensitivity is the ability to feel the roughness, form and volume of objects, in addition to pressure, vibration, heat, etc., particularly through the sense of touch of the fingers and hands. It is important to maintain the maximum tactile sensitivity while wearing protective gloves, particularly when carrying out certain delicate tasks. Several characteristics of gloves can affect tactile sensitivity, especially the way they fit the hand, the flexibility of the materials of which they are composed, and their thickness.
Breathability: The breathability of the glove is its permeability to air and water vapour. The perspiration generated on the skin of the hand builds up in the glove if it is unable to get through the glove membrane, thereby creating a feeling of sweatiness and discomfort. Also, during exertion, there may be an excessive increase in temperature inside of the glove. Polymeric materials are relatively airproof and water vapour proof; therefore, unsupported gloves and coated knitted gloves are generally not breathable. However, certain gloves are only partially coated, and in these gloves the textile back facilitates some transfer of air and humidity. It is also possible to wear textile inner gloves, which absorb sweat and temporarily remove it from the surface of the skin. Semi-permeable membranes were recently developed to facilitate a selective, direction-controlled transfer: the sweat escapes to the outside of the glove, while the water or chemicals on the outside are unable to reach the hand.
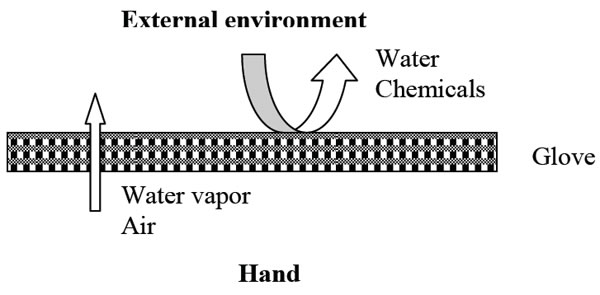
Breathing membrane principle
Comfort: To varying degrees, several characteristics described in Section 5.2 affect the comfort of a glove. Examples include its size, shape, flexibility and breathability. Other factors, such as the softness of the inner material and the presence of thicker zones (seams), may also affect the comfort. The glove should be as comfortable as possible so that it can be worn for the entire period required.
5.3 Other considerations
Other parameters can be taken into consideration in selecting protective gloves. For example, aesthetic factors should not be overlooked, especially when the gloves need to be in conformity with the function performed by the worker (authority role, assisting the general public, etc.).
It may be preferable to select disposable gloves in some situations, such as when chemical or biological contaminants are present. In other situations, reusable or washable gloves may be selected; these allow the user to take advantage of the more expensive materials that provide greater protection. Nonetheless, it must be remembered that gloves properties will weaken as they are used, and after cleanings.
Gloves durability or resistance to wear is conditioned by the ability to preserve their properties and physical integrity as they are being used. Depending on the severity of the stresses to which gloves may be subjected, such as mechanical wear, the time during which a particular model can be used safely can vary. It is important to verify, at regular intervals, that the needed protection is still present. Attention should be paid to durability, especially when considered in relationship to price. Some gloves may appear to be advantageous due to their low price. However, if the materials and construction are not very resistant to wear, they may have to be replaced more frequently, thereby increasing the overall cost of protection. In other situations, the need for replacement may be dictated by factors other than wear, with the durability factor playing a less important role.
Cost is usually a major parameter in selecting gloves. In fact, depending on the materials, construction and technology used, the price of the gloves can vary from a few cents for disposable models to up to a hundred dollars. Nevertheless, service life and maintenance costs should also be taken into account, in addition to price. Also, the cost of this protective equipment should be compared to the costs associated with hand injuries, including the medical costs, the direct and indirect consequences for workers, as well as the time and the expertise lost by the company.
Depending on the applications involved, gloves may have to be approved for contact with food. Workers need to be protected from the risks associated with their tasks; in addition, food needs to be protected from contamination caused by human contact. Furthermore, the materials found in the gloves must not be a source of contamination of food products. Therefore, some tasks require that only gloves approved by the Canadian Food Inspection Agency (CFIA) be used to handle food.
The present list of other considerations to be taken into account during glove selection is not exhaustive. A comprehensive examination of the conditions associated with the performance of a task in each situation should be carried out during the glove selection process to identify all the parameters requiring consideration.
5.4 Risks associated with the use of protective gloves
There are huge benefits to wearing protective gloves if the gloves are appropriate to the task to be performed, to the work environment and to the individual using them. Nonetheless, they present potential risks which may jeopardize the benefits of risk prevention in a work environment [Mansdorf, 2005].
This section presents examples of risks caused or increased by wearing protective gloves. Once a particular model of glove has been identified, the risk analysis carried out during the glove selection process must be complemented by an in-depth examination of the additional risks associated with this glove. Other risks not included in the current list might also exist.
First, gloves may give rise to allergic reactions. The most minor of these reactions are skin irritations, which emerge either as a reaction to chemicals in the polymer formulation, particularly in the case of natural and synthetic rubber, or to the powder added to facilitate the donning of the glove, which dries the skin. The solution usually consists in changing the glove model or manufacturer, or selecting non-powdered gloves. The powder, whether contaminated by rubber or not, may also cause respiratory problems, particularly in individuals suffering from asthma. Particles may disperse in the air and enter the respiratory system through inhalation. For these individuals, non-powdered gloves must be used. Additives used in the polymeric materials formulation can also be the cause of contact dermatitis associated with chemical sensitivity. It results in skin rashes. Once the chemical allergen has been identified, it is usually possible to select a glove model that does not contain this type of allergen. The most serious reaction is immediate (or type I) hypersensitivity, which is associated with the sensitization to proteins found in natural rubber (latex). Symptoms vary and in some cases may be severe, especially when there is repeated exposure. In such cases, the use of gloves containing no natural rubber is mandatory.
Wearing protective gloves, especially those with insufficient flexibility, may result in increased fatigue of the hand or arm. If the grip adhesion of the gloves is insufficient to handle objects, over-compensating by gripping more tightly may lead to fatigue. In extreme cases, musculoskeletal injuries, such as tendinitis and bursitis, may occur. Carpal tunnel syndrome also belongs to the type of musculoskeletal disorders caused or heightened by wearing protective gloves. In cases of carpal tunnel syndrome, tissue inflammation in the wrist compresses the median nerve and causes numbness and pain in the hand.
A reduction in dexterity, tactile sensitivity and grip stemming from wearing protective gloves may lead to accidents because these reduced abilities are directly linked to greater difficulty in performing tasks. For example, the risks associated with dropping an object are greater with a slippery glove, thus increasing the potential for accidents. In addition, limited tactile sensitivity throughout the glove material tends to reduce the speed of adaptation in cases of unexpected or changing conditions: a worker may not quickly recognize that he needs to modify his behaviour to take into account the differences in his new gloves properties or in the objects to be handled. Accordingly, it is necessary to properly evaluate the minimum level of dexterity, tactile sensitivity and grip required to perform the set task without additional risks.
Some work environments may contain significant risks of being caught such as when unprotected rotary machines are present. In these environments, wearing protective gloves is not recommended. If both this risk and other risks that do require the wearing of protective gloves (such as chemical or mechanical risks) are present simultaneously, it is essential to first look for alternative work procedures or methods of protection more appropriate to the risks present. When protective gloves must be worn despite the risk of being caught, they must be selected carefully. The gloves must fit the hand perfectly to limit the risk of being caught, and tear easily in case the glove is caught so that the hand can free itself without being dragged into the machine.
The conditions in which contaminated gloves are handled may also present risks. For example, it is important not to contaminate one’s hands when doffing gloves: gloves must be removed by sliding and turning them inside out from the wrist, and carefully shielding the uncovered hand when removing the second glove. It may also be feasible to wash the gloves before doffing them if this action does not give rise to greater contamination. Furthermore, it is essential that contaminated gloves do not get in contact with clothes, skin, food, etc.
5.5 Situation simulations
5.5.1 The need for resistance to multiple mechanical hazards, and for high levels of dexterity and tactile sensitivity
Claude works as a patrolman for a police department. The calls he receives represent a wide variety of situations. Thus he is confronted to a wide variety of risks, some of which are mechanical in origin: firearms, knives, and various objects a suspect may carry when he is immobilized and searched, such as medical needles. Thus, Claude must wear gloves that protect him from various mechanical hazards, such as cuts, punctures and needle punctures.
When on duty and wearing his gloves, Claude must also be able to control and search a suspect, handle a can of pepper spray or handcuffs and, if necessary, use his firearm. His gloves must allow him to execute tasks with high levels of dexterity and tactile sensitivity. Since resistance to mechanical hazards is often achieved at the expense of characteristics associated with functionality, the selected gloves must represent an appropriate compromise between the level of protection they can provide and the discomfort caused by wearing them to perform the task.

Police patrol simulation (Photographer: Benoit Renaud, Québec City)
The need for good dexterity and tactile sensitivity while providing protection against mechanical hazards involves many sectors of employment: peace officers working for correctional services, surgeons, horticulturists, mechanics and others.
5.5.2 Mechanical, chemical and heat hazards, and the need for dexterity
Another example involves the food processing sector, and particularly slaughterhouses and meat processing plants, where the number of accidents involving hands is very high. These are principally lacerations caused by knives, scissors, saws, etc. In the case of slaughtering, boning and cutting-up, a cut resistant glove made out of Dyneema® or Spectra®, for example, may be used for the hand holding the knife, while the other hand is protected by a glove made out of metal mesh. In contrast, due to the risk of being caught, gloves must never be worn near feed roller machines, such as those used for skinning and derinding. Gloves made out of metal mesh are also a potential cause of skin irritation and usually require the use of glove liners, such as those made out of cotton. Only gloves listed in the “Reference Listing of Accepted Construction Materials, Packaging Materials and Non-Food Chemical Products” of the Canadian Food Inspection Agency (CFIA) are permitted to be exposed to food.
Nicole, who works in a poultry processing plant, is exposed to a relatively cold and humid environment. Furthermore, she handles poultry parts coming out of refrigerators and even freezers. Thus, her hands need protection against the cold and humidity in addition to protection from lacerations. For this purpose, she wears knitted polyester inner gloves that provide good thermal insulation and, through capillary action, remove water from the surface of the skin. These inner gloves should have a proper fit to minimally impair the dexterity Nicole needs to work.

Cutting meat simulation
When she needs to use chemicals, for example to clean her tools and workspace, Nicole puts on rubber gloves that are completely impermeable and provide a fair mechanical resistance. It is important to thoroughly rinse the gloves after each use to fully preserve their protective properties.
5.5.3 The simultaneous presence of multiple mechanical hazards and industrial product hazards
Marc is an operator in a metal-machining workshop. His work environment contains cutting and abrasive tools, such as milling cutters he installs on a lathe, and grinding wheels. The parts he produces also present potential mechanical hazards: cuts from untrimmed edges, lacerations from metal turnings and chips, etc. Finally, he is in contact with industrial products, particularly cutting oil and various lubricants.
To protect his hands when he is working, Marc wears gloves made out of a Kevlar® knit coated with nitrile. Glove resistance, as indicated by the manufacturer, corresponds to the mechanical hazards to which his hands are subjected. However, what Marc does not know is that the industrial products with which he is in contact can modify his gloves resistance to mechanical hazards. Consequently, at the end of a workday, Marc’s hands might no longer be adequately protected.

Metal-machining simulation
Thus, when Marc selects the glove model appropriate to his line of work, it is critical that he considers all of the risks present – in this case, chemical as well as mechanical hazards. In addition, he must replace his gloves frequently, as often as needed, when they are exposed to industrial products.
Similar situations may be observed in automobile mechanic shops, in food plants and, more generally, in all work environments where mechanical and chemical hazards are present simultaneously.
5.5.4 Risk of being caught near rotary machines combined with chemical hazards
Andrée is responsible for the roller presses in a printing plant. At regular intervals, she must use rags and solvents to clean the blanket cylinders. When she performs this operation, the rollers slow down, though they never stop turning completely. Andrée has to wear protective gloves since her work involves coming into contact with chemicals, solvents, inks, etc. However, her gloves could get jammed between two rollers, which would therefore also pull in her hands.

Roller presses used in a printing plant
In cases where the risk of being caught is present, work methods should be reviewed to mitigate or eliminate this risk. For example, wedges installed between the rollers may prevent hands from getting too close to the entry angles. Furthermore, a worker can temporarily halt the roller movement during the cleaning of the blanket cylinders, or the device can be designed so that its movement stops automatically whenever an object is caught between the rollers. However, if the risk of being caught cannot be eliminated, protective gloves worn near the rotary machine must tear easily. Consequently, and contrary to the characteristic usually sought, the tear resistance of Andrée’s gloves must be as low as possible.
6. MEASUREMENT METHODS OF RESISTANCE TO MECHANICAL HAZARDS
Standards exist for measurement methods and classification of performance levels in the case of cuts, punctures, tearing and abrasion. The present section focuses on tools proposed by the American and European standards organizations; these are the most relevant tools for gloves sold in Canada. This section also presents the methods for characterizing mechanical resistance and the system for classifying the performance levels that was used in the interactive selection tool for protective gloves against mechanical hazards. Currently, the tool takes into account three properties: cut, puncture and tear resistance. This tool is available at the IRSST web site: www.irsst.qc.ca/gloves.
6.1 Cut resistance
Standardized methods for cut resistance consider slicing, that is, displacement of a blade parallel to its cutting edge. If the blade is displaced in a direction perpendicular to its cutting axis, it is possible that the materials will behave differently and provide a different degree of protection, as this configuration has not been examined in the standard measurement methods.
6.1.1 American standards
The American standard, ASTM F 1790, describes the method for measuring cut resistance [ASTM, 2005a]. The version most recently in use was adopted in 2005. The principle is identical to that used in the international standard, ISO 13997, adopted in 1999 [ISO, 1999].
The sample to be tested is fastened to a semi-cylindrical metal holder and a rectangular blade is positioned on the surface of the sample, perpendicular to the holder axis. The blade is displaced horizontally at constant speed until it has cut through the entire sample. The apparatus measures the distance travelled by the blade to cut through the sample. These measurements are repeated for different values of force applied vertically by the blade to the sample. Cut resistance corresponds to the force required to cut the sample with a 20 mm horizontal displacement of the blade. The higher the value of this force, the greater the resistance of the material to cuts. One of the apparatus suggested for measuring cut resistance is a tomodynamometer (TDM).
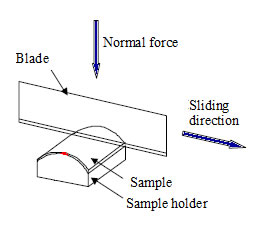
Cut resistance measurement technique
6.1.2 European standards
The European standard, EN 388, which was adopted in 2004, includes a description of a method for measuring cut resistance of protective gloves [AFNOR, 2004]. It uses a circular rotary blade applying a force of 5 Newtons to the sample. Cut resistance is designated by the index I, which is the ratio between the number of cycles required to cut the material to be tested and that obtained with the reference material (cotton). The greater the number of cycles, and thus the higher the value of index I, the greater the resistance of the material to cuts. This technique has shortcomings due, among other factors, to gradual wear of the circular blade.
6.1.3 Method used in the selection tool
The method used to determine the cut resistance values of the gloves described in the interactive selection tool employs a TDM and is based on the American standard ASTM F 1790-05, the version adopted in 2005. The cut-through distance required is measured for three different loads applied to the blade, which moves horizontally at a speed of 150 mm/min. The tests, which are spread over at least three different gloves, are repeated at least five times for each of these forces. Each test is carried out with a new blade. A narrow strip of aluminum film is placed under the sample to allow an electrical contact that detects when the blade has cut through the entire thickness of the material.
From the 15 measurements obtained for the cut-through displacement (each of which is based on the vertical load applied), the best curve fit generated by the test points calculates the rating load corresponding to a 20 mm cut-through displacement. A check on the validity of this result is then carried out with a new series of measurements performed with this vertical load. If too great a gap is revealed during this checking, or if the test points do not allow a sufficiently precise determination of the rating load (as indicated by the coefficient of determination, R2, of the curve fit), additional tests are performed to gather supplementary data until the value of the R2 coefficient is higher than 0.5, and the length of the cut falls between 18 and 22 mm.
In conformity with the standard, the samples were cut from the glove palm at a 45º angle. Researchers designed a locking device to properly anchor samples from models that are more difficult to keep still, such as multilayer gloves or those that tend to become detached from the holder when the blade slides along their surface. The device may be incorporated into later versions of standardized methods.
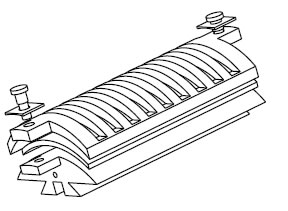
Locking device for samples
6.2 Puncture resistance
Standard methods of puncture resistance use probes with varying diameters and geometries. However, all of these probes have a rounded tip. It is possible that measurements of puncture resistance carried out with wide-diameter probes having the roundest tips do not behave in the same way as those with more pointed geometries, such as nails or splinters. In addition, it has been demonstrated that the resistance of gloves to puncture with medical needles, which have a sharp edge, is very different from the results of puncture tests carried out according to standardized methods.
6.2.1 American standards
The American standard ASTM F 1342 describes the method for measuring puncture resistance [ASTM, 2005b]. The version most recently in use was adopted in 2005.
In this method, the sample is supported horizontally between two plates with holes. A probe moves vertically at constant velocity of 500 mm/min and presses down on the sample. The puncture resistance is the force required to completely puncture the sample. This standard has three probe models: probe A, with a diameter of 2 mm and a tapered end having a radius of 0.25 mm; probe B, a cylindrical probe having a diameter of 1 mm and a rounded tip; and probe C, similar to probe A, but with a tapered end having a radius of 0.5 mm. The greater the force at the time of complete puncture, the greater the puncture resistance of the material will be.
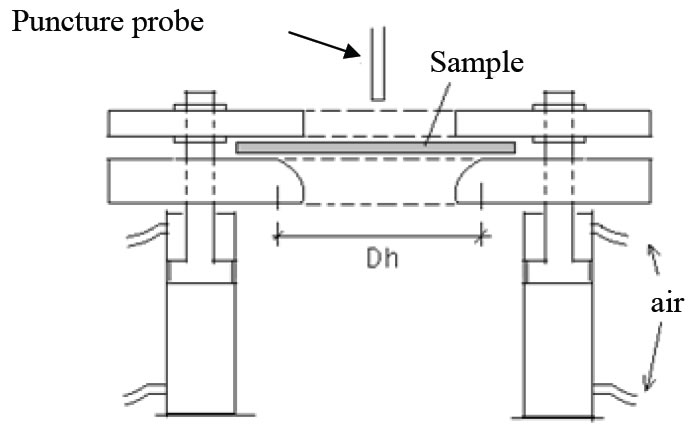
Puncture assembly
6.2.2 European standards
The EN 388 standard is used in Europe as a method for measuring puncture resistance [AFNOR, 2004]. The most recent version was adopted in 2004.
The measurement principle is identical to that described in the American standard. The two major differences involve the dimensions of the puncture probe and its velocity. In this case, the probe has a diameter of 4.5 mm and a tapered head with a radius of 0.5 mm, and moves at a constant velocity of 100 mm/min.
6.2.3 Method used in the selection tool
The method used to determine the puncture resistance of the gloves described in the selection tool is based on the version of the American standard ASTM F 1342 adopted in 2005. Probe B, with a diameter of 1 mm and a rounded tip, was chosen since it has been demonstrated to be the most effective in terms of reproducibility of results.
The glove sample taken from the palm is fastened between two plates with a 10 mm diameter hole with rounded edges. The probe is fastened to the upper jaw of a universal-type testing machine activated in compression. The force applied by the probe during its downward vertical displacement is measured with a load cell of either 50 lbs or 150 lbs, depending on the resistance of the material. The displacement is performed at a constant velocity of 500 mm/min.
Twelve measurements are performed for each glove model; these measurements are equally divided among four different gloves. The puncture resistance corresponds to the average of the maximum forces measured for each of these 12 tests.

Puncture probe B in the ASTM F 1342-05 method
6.3 Tear resistance
Tear resistance is not associated with protection against a specific risk but rather provides information on the mechanical resistance of the glove. Depending on the situation, it may be important to use gloves having a high tear resistance, such as when one seeks to preserve the physical integrity of the glove; by contrast, one might seek low tear resistance to limit the risk of catching the hand in moving devices. American standards have no specifications for protective gloves with regards to tear resistance.
6.3.1 European standards
The European standard EN 388 describes a measurement method for tear resistance [AFNOR, 2004]. The most recent version was adopted in 2004.
A rectangular sample is partially slit in its center, lengthwise, giving it a type T or “trouser” configuration. The sample is torn axially by simultaneously pulling on each “leg” under tension. The tear resistance corresponds to the maximum force recorded over the distance torn in the material. The greater the force measured, the greater the tear resistance of the material.
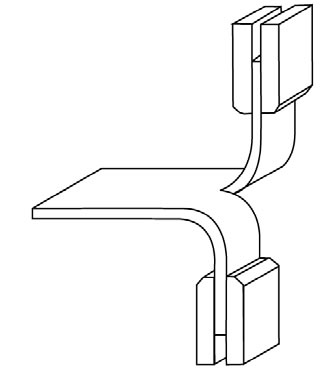
Configuration of the tearing test
6.3.2 Method used in the selection tool
The method used by the selection tool to determine tear resistance in gloves is based on the European standard EN 388, the version adopted in 2004. For each glove model, two samples are cut out of different gloves for each of the two directions, longitudinal and transverse. The sample’s two “legs” are fastened between the two jaws of a universal-type testing machine so that the force is applied along the axis of the sample. The displacement occurs at a constant velocity of 100 mm/min. In the case of multilayer samples, each layer is tested individually.
For each sample tested (that is, two tested lengthwise and two tested widthwise for each layer), one measures the maximum force recorded over the 50 mm of the sample torn. The tear resistance is equal to the minimum value of the maximum forces obtained for the most resistant glove layer.
6.4 Abrasion resistance
Methods for measuring abrasion resistance in protective gloves are used in both American and European standards. For the moment, the interactive selection tool for protective gloves against mechanical hazards (to which the present information document is associated) does not include resistance to abrasion.
6.4.1 American standards
The American standard ASTM D 3389 describes a method for measuring protective glove resistance to abrasion [ASTM, 2005c]. The most recent version was adopted in 2005.
This method uses a rotary platform abrader. A circular sample is fastened to a turntable platform and exposed to two rotating abrasive wheels. The test continues until the film or the coating is worn through, or the first loose thread appears. The resistance to abrasion is equal to the number of turns (or rotation cycles) completed by the sample before the abrasion criteria has been reached. The larger the number of cycles, the greater the material’s resistance to abrasion will be.
6.4.2 European standards
The European standard EN 388 describes the method for measuring the resistance to abrasion [AFNOR, 2004]. The most recent version was adopted in 2004.
The circular sample is subjected to abrasion under predetermined pressure with a cyclic planar motion in the form of a Lissajous curve, which is the result of simple harmonic motions at right angles to each other. The appearance of a hole in the sample is the criteria determining the end of the test. The resistance to abrasion equals the number of cycles completed until the abrasion criterion has been reached. The larger the number of cycles, the greater the material’s resistance to abrasion will be.
6.5 Classification of performance levels
The resistance values of protective gloves subjected to the various mechanical hazards are distributed amongst several performance levels. This simultaneously allows us to compare gloves with one another and with reference to the hazards from which they must protect the user. The value of the performance level increases with the resistance of the glove: a Level 1 glove has low resistance, while a Level 5 glove has high resistance. In general, gloves with a higher performance level provide greater protection. It should be noted that no glove is completely cutproof, puncture-proof or tear-proof.
6.5.1 American standards
Levels of protective glove performance against mechanical hazards are described in the American standard ANSI/ISEA 105 [ANSI, 2005]. The most recent version was adopted in 2005.
Cut resistance is based on the version of the ASTM F 1790 standard adopted in 1997. It corresponds to the force deployed over a cut-through distance of 25 mm. Puncture resistance must be measured according to the version of the EN 388 standard adopted in 2003. It corresponds to the maximum force established using a probe with a conical head of 4.5 mm diameter. For these two properties, and as illustrated in the table below, there are six levels. The higher the level, the greater the resistance of the material will be.
Regarding abrasion resistance, the method is provided by the version of the ASTM D 3389 standard adopted in 2005. As illustrated in the table below, seven levels of abrasion resistance have been defined: the higher the level, the greater the resistance of the material. Abrasive wheels corresponding to a force of 500 g must be used for levels 0 to 3, and to a force of 1000 g for levels 4 to 6. The end of a test corresponds to the point just before the film or coating has a hole abraded through it. For woven and knit fabrics, the test ends when the first thread or yarn is broken.
Classification proposed by the American standard
| Performance levels (ANSI/ISEA 105-2005) | |||||||
|---|---|---|---|---|---|---|---|
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | |
| Cut resistance (g) | < 200 | ≥ 200 | ≥ 500 | ≥ 1000 | ≥ 1500 | ≥ 3500 | |
| Puncture resistance (N) | < 10 | ≥ 10 | ≥ 20 | ≥ 60 | ≥ 100 | ≥ 150 | |
| Abrasion resistance (cycles) | < 100 # | ≥ 100 # | ≥ 500 # | ≥ 1000 # | ≥ 3000 ‡ | ≥ 10000 ‡ | ≥ 20000 ‡ |
# Abrasive wheels corresponding to a force of 500 g
‡ Abrasive wheels corresponding to a force of 1000 g
6.5.2 European standards
The European standard for protective gloves uses the performance criteria described in the European standard, EN 388 [AFNOR, 2004]. The most recent version was adopted in 2004.
All the methods employed correspond to those described in the version of the EN 388 standard adopted in 2004. Cut resistance is determined using a circular blade. The result is expressed by the index I, which is equal to the ratio of the number of cycles required to cut the material tested and that required to cut the reference material. The puncture method employs a conical head probe with a diameter of 4.5 mm; the resistance corresponds to the force required to puncture the material. The tear resistance is determined with type T samples. The resistance to abrasion equals the number of cycles completed until a hole appears in the sample. The table below reveals that there are four or five levels, classified according to their characteristics: the higher the level, the greater the resistance of the material.
Classification of the European standards
| Performance levels (EN 388-04) | |||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Cut resistance (index I) | ≥ 1.2 | ≥ 2.5 | ≥ 5.0 | ≥ 10.0 | ≥ 20.0 |
| Puncture resistance (N) | ≥ 20 | ≥ 60 | ≥ 100 | ≥ 150 | |
| Tear resistance (N) | ≥ 10 | ≥ 25 | ≥ 50 | ≥ 75 | |
| Abrasion resistance (cycles) | ≥ 100 | ≥ 500 | ≥ 2000 | ≥ 8000 | |
In addition, the European regulation requires that performance levels, especially those relative to protection from mechanical hazards, be explicitly indicated on the gloves. They appear as the following pictogram, in which the indices correspond to the four mechanical resistance characteristics described in the EN 388 standard, that is, resistance to abrasion, cut, tear and puncture.
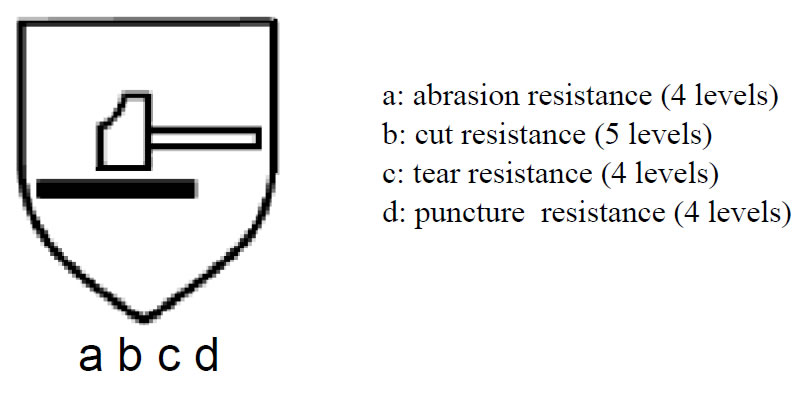
Pictogram employed to indicate glove performance against mechanical risks, as based on European regulation [AFNOR, 2004]
6.5.3 Classification used in the selection tool
In the interactive tool for selecting protective gloves against mechanical hazards, to which the present information document is associated, performance levels are indicated for the three properties measured, namely, cut, puncture and tear resistance.
In the case of tearing, the levels defined in the EN 388 standard adopted in 2004 are used. The level 0 has been added to describe situations in which the criterion for level 1 has not been reached, that is, when the force is clearly lower than 10 N. These levels are illustrated in the table below.
On the other hand, there is currently no standard system available to classify levels corresponding to the results generated by the ASTM F 1790 adopted in 2005 (for cuts) and the ASTM F 1342 (for punctures), which have been employed to measure the corresponding glove resistance properties included in the interactive selection tool. Consequently, a classification was established by the researchers preparing this selection tool. In the case of cut resistance, the classification set out in the American standard ANSI/ISEA 105, adopted in 2005, was employed, even though the cut-through distances were different (25 mm for the ANSI/ISEA 105 standard and 20 mm for the measurements included in the selection tool, corresponding to the current version of the ASTM F 1790 standard). For the puncture tests using the current version of the ASTM F 1342 standard (probe B), the researchers proposed a classification based on tests done using the same probe on a series of 92 glove models [Lara, 1992]. These levels are also illustrated in the table below.
Note that the results for cuts and punctures obtained with this classification cannot be compared to other existing classifications, given that the properties are not measured in the same way.
Classification used in the selection tool
| Performance levels (selection tool) | ||||||
|---|---|---|---|---|---|---|
| 0 | 1 | 2 | 3 | 4 | 5 | |
| Cut resistance (g) | < 200 | ≥ 200 | ≥ 500 | ≥ 1000 | ≥ 1500 | ≥ 3500 |
| Puncture resistance (N) | < 10 | ≥ 10 | ≥ 15 | ≥ 30 | ≥ 50 | ≥ 100 |
| Tear resistance (N) | < 10 | ≥ 10 | ≥ 25 | ≥ 50 | ≥ 75 | |
6.5.4 Use of performance levels
The performance levels presented in the previous section constitute a precious tool for comparing various glove models with one another, based on their performance in dealing with various mechanical hazards. Thus, based on the performance levels of gloves already used in a work environment, it is possible to find alternative models of gloves providing the same level of performance. Should the protection provided by one’s current gloves prove inadequate, it may be possible to identify higher performance gloves to deal with either type of mechanical hazards.
This system of performance levels can also be used to select the glove models required for existing risks. The assessment must be conducted on a case-by-case basis, and with great care. In particular, all the factors included in the risk assessment and in the glove selection process should be taken into consideration, as presented in Section 3 of the present document. An approach based on the type and potential seriousness of the wound, as described in Section 3.2 (p. 8), might also provide a basis for determining the performance levels required for the gloves. To be more precise, a low-level hazard such as one associated with a superficial injury will only require a low-level performance glove, i.e. one with a level of at least 1 or 2. For a middle-level risk, in which the potential injuries will require medical procedures (such as stitches) without resulting in a loss of functionality, a glove with a level of at least 3 or 4 should be adequate. Lastly, in high-risk cases that may result in permanent damage even after reconstructive surgery, level 5 gloves may prove to be indispensable. While this approach is simple, it may be used for all types of mechanical hazards. Nonetheless, it must be applied cautiously and take into consideration all factors present.
7. GLOVE MANUFACTURERS
For information purposes only, a list of protective glove manufacturers is provided below. This does not imply that the authors of the present information document endorse these manufacturers’ products. Other manufacturers of protective gloves, as well as many glove distributors, may also be good sources of protective gloves.
- Ansell: www.ansellcanada.ca
- Arkon Safety Equipment: www.northsafety.com
- Bacou Dalloz: www.bacou-dalloz.com
- BCL Glove: www.akka.ca
- Best Glove Manufacturing: www.bestglove.com
- Comasec: www.marigoldindustrial.com
- Damascus Protective Gear (DPG): www.damgloves.com
- Edmont Manufacturing Company: www.ansellcanada.ca
- Endura: www.endurasport.com
- Exoskeleton Protective Armorment: exosk.com
- Ganka: www.ganka.ca
- Glove ec Polysafe: www.glove ecpolysafe.com
- Gloves Laurentide: www.auclairgloves.com
- Gimbel Glove Company: www.hatch-corp.com
- Guantenor: www.guantenor.com
- Hatch Corporation: www.hatch-corp.com
- Hexarmor: www.hexarmor.com
- High Five Products: www.highfivegloves.com
- Insight Safety and Sports (Hakson): www.hakson.com
- Jomac Canada: www.jomaccanada.com
- KCL GmbH: www.kcl.de
- Kimberly-Clark Corporation: www.kcprofessional.com
- Manulatex: www.manulatex.com
- Mapa Professional: www.mapaglove.com
- Marigold Industrial: www.marigoldindustrial.com
- Masley Enterprises: www.militarygloves.com
- McCordick Glove & Safety: www.mccordick.com
- Mechanix Wear: www.mechanix.com
- M.D. Charlton Company: www.mdcharlton.ca
- North Safety Products: www.northsafety.com
- Paramount Safety Products: www.prochoice.com.au
- Perfect Fit: www.perfectfitglove.com
- Permatex: www.permatex.com
- Protective Industrial Products (PIP): www.pipusa.com/industrial
- Respirex International Limited: www.respirex.co.uk
- Rostaing: www.rostaing.com
- Samco Industrial Merchants: www.samcoproducts.co.uk
- Security Protection International (SPI): www.2spi.com
- Showa: www.showa-glove.com
- Spieth & Wensky: www.spieth-wensky.de
- Superior Glove Works: www.superiorglove.com
- Travex Équipement de Sécurité: www.travex.ca
- Warwick Mills: www.warwickmills.com
- Wells Lamont Corporation: www.wellslamont.com
- Whizard: www.wellslamontindustry.com
REFERENCES AND ADDITIONAL SOURCES OF INFORMATION
The information contained in the present information document was drawn from numerous sources, including the documents listed below. The latter could also provide additional information on the topics discussed.
AFNOR (2004). Gants de protection contre les risques mécaniques - NF EN 388 : Association Française de Normalisation.
ANSI (2005) American national standard for hand protection selection criteria - ANSI/ISEA 105-2005: American National Standards Institute.
ASTM (2005a). Standard Test Method for Measuring Cut Resistance of Materials Used in Protective Clothing - ASTM F 1790-05: ASTM International.
ASTM (2005b). Standard Test Method for Protective Clothing Material Resistance to Puncture - ASTM F 1342-05: ASTM International.
ASTM (2005c). Standard Test Method for Coated Fabrics Abrasion Resistance (Rotary Platform Abrader) – ASTM D 3389-05: ASTM International.
Ansell (2008). Catalogue, http://www.ansellcanada.ca/
Atkinson, S. (2008). Selecting gloves for the food industry. White papers. AnsellPro.com.
Bernard C. (2006). Guide des E.P.I Equipements de protection individuelle. 5th édition. Les éditions de l’ergonomie.
Berry C., McNeely A., Beauregard K., Haritos, S. (2008). A guide to personal protective equipment, N.C. Department of Labour Occupational Safety and Health Program, www.nclabor.com/osha/etta/indguide/ig25.pdf
Bobjer O. (2004). Handbook: Facts and advice about care and protective gloves, Ejendals AB (Ed.): Leksand, Sweden
Canadian Center for Occupational Health and Safety (1999). Chemical Protective Clothing - Glove Selection, www.ccohs.ca/oshanswers/prevention/ppe/gloves.html
Canadian Legal Information Institute (2008). Occupational health and safety, Regulation respecting, R.Q. c. S-2.1, r.19.01, www.canlii.org/eliisa/highlight.do?language=en&searchTitle=Quebec&path=/qc/laws/regu/s-2.1r.19.01/20080515/whole.html
CCE. (1989). Directive 89/656/CEE. Conseil des Communautés Européennes
Commission de la Santé et de la Sécurité du Travail (2008). CSST en bref www.csst.qc.ca/portail/fr/qui_sommes_nous/Visite_guidee.htm
Dolez P. I., Vu-Khanh T. Chapter 17: Gloves for protection from cold weather. Textiles for cold weather apparel, J. Williams Ed., Woodhead Publishing Ltd, in press.
Dolez P., Vu-Khanh T., Gauvin C., Lara, J. Gants de protection : Analyse préliminaire de l’effet des contaminants sur la résistance à la coupure, à la perforation et à la déchirure, Submitted to Publications IRSST.
Duncan D. (1994). The complete guide to cut resistant hand protection, National Industrial Glove Distributors Association.
DuPont (2007). DuPont Kevlar®: The science of cut protection, www2.dupont.com/Personal_Protection/en_US/assets/downloads/kevlar/kevlar%20cut%20protection%20testing.pdf
DuPont (2000). Technical guide: Kevlar® aramid fiber, www2.dupont.com/Kevlar/en_US/assets/downloads/KEVLAR_Technical_Guide.pdf
Eaton, C. The electronic textbook of hand surgery: Anatomy of the hand, www.eatonhand.com/hom/hom033.htm
Faubert, F. (2009) Protection individuelle: vers une nouvelle réglementation européenne. Expo HighTex. 7-8 oct 2009, Montreal, QC.
Gauvin C., Dolez P., Harrabi L., Boutin J., Petit Y., Vu-Khanh T., Lara J. (2008) Mise au point de méthodes pour mesurer l'adhérence des gants de protection - Étude préliminaire, Publications IRSST, Série Études et Recherches, R-559, ISBN 978-2-89631-261-0, 91 p.
Gauvin C., Tellier C., Daigle, R., Petitjean-Roget, T. (2007) Évaluation de tests de dextérité appliqués aux gants de protection. Publications IRSST, Études et recherches / Report # R- 491, Montréal, 80 pages.
Gloves-Online (2008). Glove University, www.gloves-online.com/glove-university.php
Government of Québec (2008a). Act respecting occupational health and safety, R.S.Q., chapter S-2.1, www2.publicationsduquebec.gouv.qc.ca/dynamicSearch/telecharge.php?type=2&file=/S_2_1/S2_1_A.html
Government of Québec (2008b). Regulation respecting occupational health and safety, c. S-2.1, r.19.01, www2.publicationsduquebec.gouv.qc.ca/dynamicSearch/telecharge.php?type=3&file=/S_2_1/S2_1R19_01_A.HTM
HDM Inc. SuperFabric®, http://www.superfabric.com/pages/performance.html
House, K. (2007). A basic guide for selecting the proper gloves. OhsOnline. www.ohsonline.com/articles/48686
HSE (2006). Five steps to risk assessment. Health and Safety Executive. http://www.hse.gov.uk/pubns/indg163.pdf
Human Resources and Social Development Canada (2004). Occupational Health and Safety (Reports on Canadian Laws) www.hrsdc.gc.ca/en/lp/spila/clli/ohslc/01Occupational_Health_and_Safety.shtml
Instituto Nacional de Seguridad e Higiene en el Trabajo. Guide for selecting and using of PPE, Protective gloves, www.mtas.es/insht/en/practice/gp_gua_en.htm
International Radiation Protection Association. www.irpa.net
ISEA (2005). Revised standard for hand protection: American national standard for hand protection selection criteria, ANSI/ISEA 105-2005: International Safety Equipment Association, www.safetyequipment.org/glovestd.htm
ISO (1999). Protective clothing - Mechanical properties - Determination of resistance to cutting by sharp objects - 13997: International Organization for Standardization.
Klatzky R.L, Lederman S.J. (1999). Tactile roughness perception with a rigid link interposed between skin and surface, Perception & Psychophysics 61(4), 591-607,
Kuraray Co., Ltd (2007) Kuraray Expands VECTRAN Superfiber Manufacturing, www.konline.de/cipp/md_k/custom/pub/content,lang,2/oid,7135/ticket,g_u_e_s_t/local_lang,2/~/Kuraray_Expands_VECTRAN_Superfiber_Manufacturing.html
Lara J., Turcot D., Daigle R., Boutin J. (1995) La résistance des gants de protection à la coupure - Développement d'une méthode d'essai. Publications IRSST, Études et recherches / Report # R-103, Montreal, 28 pages.
Lara, J. (1992a). Développement d’une méthode d’évaluation de la résistance à la perforation des gants de protection. Publication IRSST. Report # R-059. 40p.
Lara J., Drolet D., Ketelson H. (1995) La résistance des gants aux mélanges de produits chimiques. Publications IRSST, Études et recherches / Report # R-104, Montreal, 45 pages.
Limoges Y. (2007). Comment protéger vos mains : coupures et lacérations, NORTH [CD]
Mansdorf S.Z. (2005). Occupational hygiene assessments for the use of protective gloves, In Boman A., Estlander T., Wahlberg J. E., Maibach H. I. (Eds.): Protective gloves for occupational use, Second edition. CRC Press. pp.5-14.
MAPA (2008). Glove Selection Guide, www.mapaglove.com/GloveRecommendationSearch.cfm?id=1&SubmitType=1
Mayer A., Garbowsky C. (2007). Les Vêtements de protection : Choix et utilisation, Institut National de Recherche et de Sécurité, Report # ED 995.
McLaughlin M. (2000). Carpal Tunnel Syndrome, Suite101.com www.suite101.com/article.cfm/plastic_surgery/40897
McPherson D. (2007). Fusing form & function: Selecting protective apparel for comfort and protection, Occupational Hazards, www.occupationalhazards.com/Issue/Article/72035/Fusing_Form__Function_Selecting_Protective_Apparel_For_Comfort_and_Protection.aspx
Medical MultiMedia Group, LLC, (2003). A patient’s guide to hand anatomy, www.eorthopod.com/public/patient_education/6606/hand_anatomy.html
Mellstrom G. A., & Boman A. S. (2005). Gloves: Types, materials and manufacturing. In A. S. Boman, T. Estlander, J. E. Wahlberg & H. I. Maibach (Eds.), Protective gloves for occupational use (2nd edition). CRC Press. pp. 15-28.
Mellström G. A., Wahlberg J. E., Maibach H. I. (1994). Protective Gloves for Occupational Use, CRC Press
Molyneux M. K. (1999). Organizing for risk assessment and management, in S. S. Sadhra and K. G. Rampal: Occupational health: Risk assessment and management, Blackwell Publishing, pp.22-40.
National Institute for Occupational Safety and Health (1997). Preventing allergic reactions to natural rubber latex in the workplace, Publication No. 97-135, www.cdc.gov/niosh/latexalt.html
National Institute of Justice (1999). Test protocol for comparative evaluation of protective gloves for law enforcement and corrections applications, NIJ Test Protocol 99-114, www.policeone.com/police-products/apparel/articles/48492/
National Law Enforcement and Corrections Technology Center (2001). A comparative evaluation of protective gloves for law enforcement and corrections applications, www.nlectc.org/txtfiles/glovesbltn2001.html
NIGDA (1997). The complete guide to understanding and selecting coated work gloves for hand protection. National industrial glove distributors association.
Perron G., Desnoyers J. E., Lara J. (2002) Résistance des vêtements de protection aux mélanges de solvants industriels - Développement d'un outil de sélection. Publications IRSST, Études et recherches / Report # R-305, Montreal, 130 pages.
Radmart (2006). Radiation Protection Gloves, www.radmart.com/gloves.htm
Safety First Aid. TurtleSkin gloves & sleeves: Test data, www.turtleskins.co.uk/en388.pdf
Seamar (2008). Atlas Glove from Seamar, www.seattlemarine.net/products/atlas_gloves/atlas_gloves.htm
SHOWA .Choosing a protective glove, www.showaeurope. com/angl/les_gants/index.php?lang=angl
Summit Glove (2007). Glove Materials & Definitions, www.summitglove.com/definitions.html
Tellier C., Lara J., DaigleR. (1999) La sélection et le développement de gants de protection contre les lacérations dans le secteur de la fabrication des produits en métal. Publications IRSST, Études et recherches / Rapport R-234, Montreal, 45 pages.
Thompson Rivers University (2008). Hand protection, www.tru.ca/hsafety/workinglearningsafely/equipment/hand.html
Truscott W. (2007). Selecting and using protective gloves: An overview of the critical issues, www.drshannonco.com/archives/article_gloves_1.htm
University of Arizona (2008). Risk management & safety: Chemical safety information, http://risk.arizona.edu/healthandsafety/chemicalsafetyinfo/sectiontwo.shtml#engineeringhazcontrol,
University of Edinburg (2005). Hand protection - A guide to glove selection, www.safety.ed.ac.uk/resources/General/gloves.shtm#Glove%20Selection%20Guide
University of Wisconsin (2008). Personal Protective Equipment: Gloves, www.uwm.edu/Dept/EHSRM/EHS/PPE/gloves.html
U.S. Department of Labor, Bureau of International Labor Affairs, Occupational safety and health laws in the United States, Mexico and Canada: An overview, www.dol.gov/ilab/media/reports/nao/oshreport1.htm
U.S. Department of Labor, Occupational Safety and Health Administration (2003) Personal Protective equipment, OSHA 3151-12R, www.osha.gov/Publications/osha3151.html
U.S. Department of Labor, Occupational Safety and Health Administration. Regulations (Standards - 29 CFR): Hand Protection. - 1910.138, www.osha.gov/pls/oshaweb/owadisp.show_document?p_table=STANDARDS&p_id=9788
U.S. Department of Labor, Occupational Safety and Health Administration. Safety and health topics: Radiation, www.osha.gov/SLTC/radiation/index.html
U.S. Department of Labor, Occupational Safety and Health Administration. Shipyard employment eTool: PPE selection: Hand and body protection, www.osha.gov/SLTC/etools/shipyard/standard/ppe/general_ppe/hand_protection.html
Vu-Khanh T., Dolez P., Nguyen C. T., Gauvin C., Lara J. Caractérisation de la résistance des gants à la piqûre par les aiguilles. Mise au point d’une méthode d’essai. Report R-711, IRSST, 2011, 123 pages.
Vu-Khanh T., Dolez P., Harrabi L., Lara J., Larivière C., Tremblay G., Nadeau S. (2007). Caractérisation de la souplesse des gants de protection par des méthodes mécaniques et une méthode biomécanique basée sur l’électromyographie de surface, Publications IRSST, Série Études et Recherches, R-506, 93p.
Vu-Khanh T., Vu T.B.N., Nguyen C.T., Lara J. (2005) Gants de protection – Étude sur la résistance des gants aux agresseurs mécaniques multiples, Publications IRSST, Série Études et Recherches, R-424, 74p.
Warwick Mills. TurtleSkin safety gloves: Advanced puncture and cut protection, www.turtleskin.com/Safety-Gloves.aspx
WELLS LAMONT Industry Group (2008). Protective glove Catalog, https://www.wellslamont.com/catalog/?overview_mode=None
Zedalis M.S., Kessler K. (2007). Frequently Asked Questions: Ergonomics and Hand Protection, Occupational Health & Safety Online www.ohsonline.com/articles/46767
1. Commission de la santé et de la sécurité du travail: www.csst.qc.ca
2. IRSST link to the joint sector-based associations: www.irsst.qc.ca/en/_categorie_liens_48.html